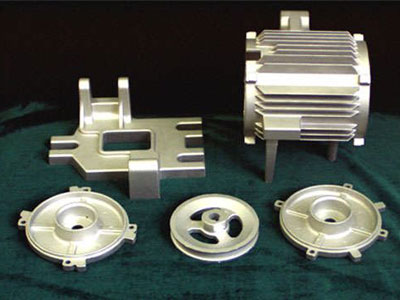




大型鑄件
點(diǎn)擊:次 大型鑄件選用 細(xì)膩的灰口鑄鐵HT200-HT300, 的配比, 高的抗拉抗彎強(qiáng)度,使您購買無后顧之憂。 流行的熱處理工藝,使鑄件應(yīng)力變形減少到 小度。使用 趨于穩(wěn)定。 大型鑄件屬鑄造工藝產(chǎn)品,鑄造是人類掌握比較早的一種金屬熱加工工藝,已有約6000年的歷史。鑄造是將金屬熔煉成符合要求的液體并澆進(jìn)鑄型里,經(jīng)冷卻凝固、清整處理后有預(yù)定形狀、尺寸和性能的鑄件的工藝過程。鑄造是現(xiàn)代機(jī)械制造工業(yè)的基礎(chǔ)工藝之一。中國約在公元前1700~前1000年之間已進(jìn)入青銅鑄件的全盛期,工藝上已達(dá)到相當(dāng)高的水平。中國商朝的重875公斤的司母戊方鼎,戰(zhàn)國時(shí)期的曾侯乙尊盤,西漢的透光鏡,都是古代鑄造的代表產(chǎn)品。
大型鑄件選用 細(xì)膩的灰口鑄鐵HT200-HT300, 的配比, 高的抗拉抗彎強(qiáng)度,使您購買無后顧之憂。 流行的熱處理工藝,使鑄件應(yīng)力變形減少到 小度。使用 趨于穩(wěn)定。
采用大型機(jī)加工,銑刨鏜均可。3.2*16米的龍門刨床全體加工,大型鑄件保了16米床身全體的直線度和機(jī)床的 終加工精度。
大型鑄件在凝固過程中,它的各部分尺寸一般都要縮小,鑄件尺寸縮小的百分率,叫做鑄造線收縮率或鑄造收縮率。制造鑄模 ( 包括芯盒) 時(shí),要按確定的鑄造收縮率,將鑄模放大一些,以冷卻后鑄件的尺寸符合要求。
1、大型鑄件的結(jié)構(gòu)復(fù)雜收縮困難,鑄件的收縮率減小。例如,同一成分澆注的鑄鋼件,因結(jié)構(gòu)形狀不同,其中以自由收縮時(shí)的收縮率 大。
2、大型鑄件的材料鑄件的材料不同,鑄造收縮率也不同。例如,鑄鋼的收縮率比灰鑄鐵大;灰鑄鐵中硫多時(shí),收縮率增大,硅多時(shí)收縮率減小。
3、大型鑄件的退讓性鑄型的退讓性好,鑄件的收縮率增大。例如,用濕性和水玻璃砂型澆鑄的鑄件比干型澆鑄的鑄件的收縮率大。同樣道理,隨著鑄件的尺寸增大,鑄型的退讓性變差,鑄件的收縮率 也就減小。
所以鑄造收縮率要結(jié)合實(shí)際情況來選擇。尺寸要求 的大型鑄件,鑄造收縮率要根據(jù)試澆的大型鑄件進(jìn)行修正。同一個(gè)大型鑄件,由于結(jié)構(gòu)上的原因,其軸向與徑向或長、寬、高三個(gè)方向的收縮率可能不一致。對(duì)于尺寸要求較 的大型鑄件,各個(gè)方向應(yīng)給以不同的收縮率。在實(shí)際生產(chǎn)中,一般的大型鑄件,特別是尺寸不大的大型鑄件,各個(gè)方向都用同一的收縮率,盡管這樣會(huì)造成一些誤差,但由于誤差一般不大,而這樣便于鑄模的加工制造。
大型床身鑄件主要優(yōu)點(diǎn):
1、大型床身鑄件尺寸形狀 ,重復(fù)性好,具有鑄造的特點(diǎn);
2、大型床身鑄件的表面光潔度高;
3、不合箱、不取模,簡化了造型工藝,了因取模、合箱引起的機(jī)床床身鑄造缺陷和廢品;
4、可在理想位置設(shè)置合理形狀的澆冒口,不受分型、取模等傳統(tǒng)因素的制約,減少了鑄件的內(nèi)部缺陷;
5、組合澆注,一箱多件,提高了大型機(jī)床鑄件的工藝出品率和生產(chǎn)效率;
6、減少了加工裕量,降低了機(jī)加工成本;
7、采用無粘結(jié)劑、無水分、無任何添加物的干砂造型,了由于水分、添加物和粘結(jié)劑引起的各種鑄造缺陷和廢品;
8、簡化了砂處理系統(tǒng),型砂可全部重復(fù)使用,取消了型砂制備工部和廢砂處理工部;
9、大型床身鑄件無飛邊毛刺,使清理打磨工作量減少50%以上。